
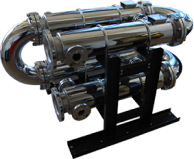
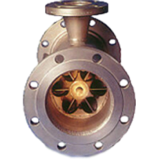
Our Custom Static Mixers, Steam Heaters & Desuperheaters
Offering a diverse catalog of industrial static mixers and steam heating systems, Komax Systems has the perfect solution for your industrial process. At Komax, we ensure our products are custom designed to the exact specifications of each of our clients. Customizing the design makes it so that our products can seamlessly be integrated into an already existing industrial system.




Our Custom Product Process
Getting a Komax Systems product for your industrial process is simple! To get started, get in contact with us! Give us a call or submit a quote via our website to get your quote started.
Once we receive your request and the information associated with your process one of our sales engineers will reach out to make sure we've got all of the information needed to properly develop your quote. With all the correct information, our sales engineers can populate a unique quote specific to your custom design and your process' needs. Once the quote is finalized it is then paired with a drawing mock-up of your unit to make sure the specifications are to your liking and perfect for your system.
As soon as the quote and drawing are approved your unit is then off to fabrication. While your unit is being manufactured you are kept up to date on its progress and you will be notified once your new Komax Systems product is on its way to you!
Submit Your Request
Fill our out easy online form and get in touch with us!
Talk With Our Experts & Get a Quote!
Our experts will fine tune your quote to meet your projects specifications.
Get a Custom Design of Your Product
Get a sense of what your product will look like and how it will fit into your system.
Fabrication and Shipment of Your Order
Once approved we have the unit manufactured and shipped off to you!
Our Product FAQs
If your questions about our products are not answered here, get in touch with us for more information.
See ALl FAQsUpcoming Events

TappiCon 2024 | April 28 - May 1
Huntington Convention Center Cleveland Apr 28 - May 1In 1915, thirty enterprising papermakers gathered together determined to form a new technical arm of…
IFAT 2024 | May 13 - 17
International Congress Center May 13 - May 17From International Trade Fair for Sewage Technology to Global Network for Environmental Technologies.…

ISHM 2024 | May 14 - 16
Oklahoma City Convention Center May 14 - May 16ISHM advances knowledge and training of the hydrocarbon industry. The purpose of the ISHM School, with…

FEW International Conference 2024 | Fuel Ethanol Workshop & Expo
Minneapolis Convention Center Jun 10 - Jun 12Now in its 40th year, the FEW provides the global ethanol industry with cutting-edge content and unparalleled…

AWWA's 2024 ACE | American Water Work Association's ACE June 10 - 13
Anaheim Convention Center Jun 10 - Jun 12Water is the world’s most vital resource. There is no replacement. At ACE, we come together to discuss…

WEFTEC 2024 | Oct 5th - 9th
Ernest N. Morial Convention Center Oct 5 - Oct 9Whether you're a seasoned veteran or just starting out in the industry, WEFTEC is an essential gathering…